



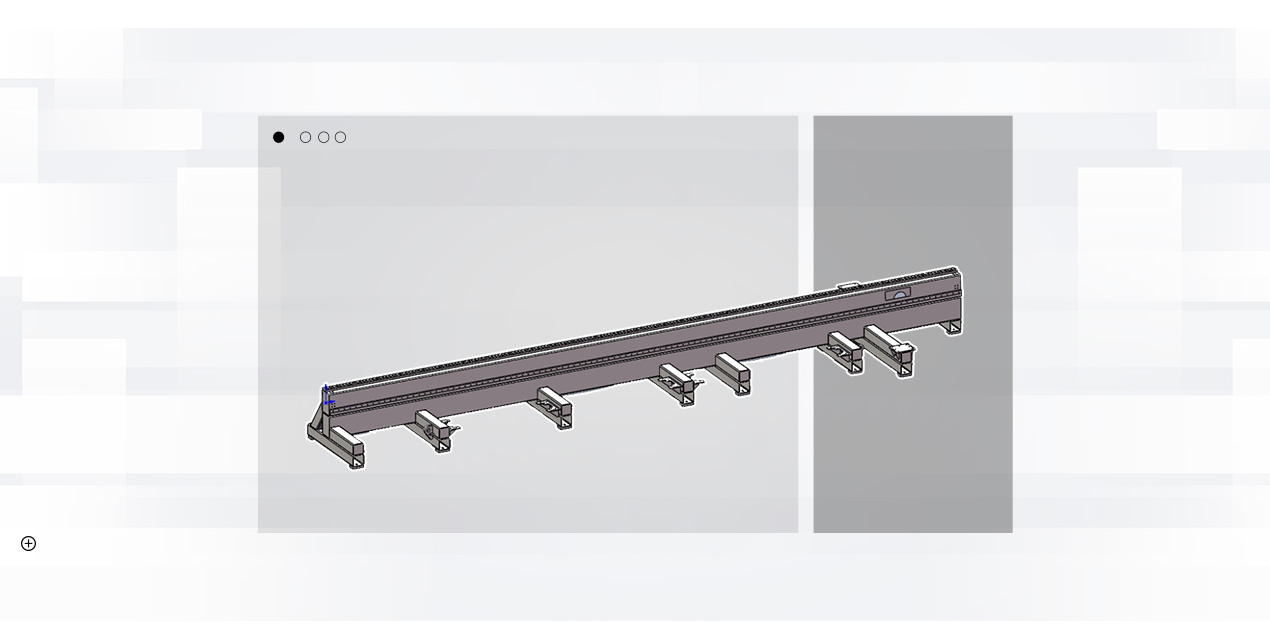
Bočno viseća konstrukcija - jednodijelni zavareni krevet
Krevet ima bočno viseću strukturu i jednodijelni zavareni krevet, koji je žaren kako bi se eliminisao unutrašnji napon. Nakon grube obrade, prije završne obrade se vrši vibracijsko starenje, čime se značajno poboljšava krutost i stabilnost alatne mašine i osigurava tačnost alatne mašine. Pogon AC servo motora kontroliše numerički upravljački sistem, a stezna glava ostvaruje povratno kretanje u Y smjeru nakon što se motor pokrene, ostvarujući brzo kretanje i kretanje dodavanja. I letva Y-ose i linearna vodilica izrađeni su od visokopreciznih proizvoda, što efikasno garantuje tačnost prenosa; granični prekidači na oba kraja hoda se kontrolišu, a istovremeno je instaliran i uređaj za tvrdo ograničenje, što efikasno osigurava sigurnost kretanja alatne mašine; alatna mašina je opremljena automatskim uređajem za podmazivanje koji redovno dodaje ulje za podmazivanje pokretnim dijelovima kreveta kako bi se osiguralo da pokretni dijelovi rade u dobrom stanju, što može poboljšati vijek trajanja vodilica, zupčanika i letvi.
Uređaj za prednje uvlačenje
Prednji uređaj za uvlačenje uključuje potpornu ploču kojom upravlja zračni cilindar, a koja podupire cijev kada je rezano područje dugačko i sprječava njegovo savijanje.
Prilikom rezanja radnog komada, podignuti potporni cilindar podupire potpornu ploču kako bi poduprla cijev i spriječila njeno savijanje. Kada se radni komad reže, svi podignuti potporni cilindri se uvlače, a radni komad pada na završnu ploču i klizi do mjesta za odlaganje. Rad cilindra automatski kontroliše sistem.
Prednji dio je također podijeljen na tip praćenja i tip ručnog podešavanja.


Mehanizmi podrške
Na krevetu su ugrađena 2 seta potpornih mehanizama, a dostupna su dva tipa:
1. Pomoćni oslonac kontroliše nezavisni servo motor za kretanje gore i dolje, uglavnom za vršenje praćenja prekomjerne deformacije dugih rezanih cijevi (cijevi malog promjera). Kada se zadnja stezna glava pomakne u odgovarajući položaj, pomoćni oslonac se može spustiti radi izbjegavanja.
2. Nosač kotača promjenjivog promjera podiže se i spušta pomoću cilindra, a može se ručno podesiti na različite položaje skale kako bi se poduprle cijevi različitih veličina.
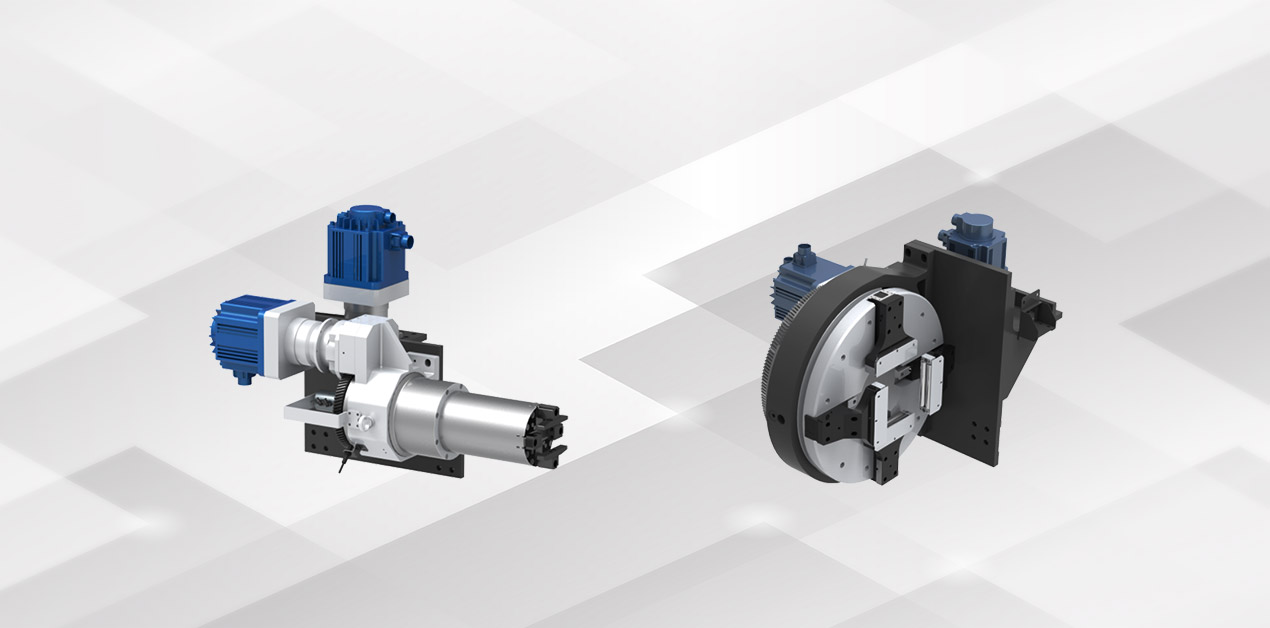
Chuck-Part
Stezna glava je podijeljena na dvije pneumatske stezne glave s punim hodom, od kojih se obje mogu pomicati u smjeru Y. Zadnja stezna glava je odgovorna za stezanje i dovod cijevi, a prednja stezna glava je postavljena na kraju kreveta za stezanje materijala. Prednja i zadnja stezna glava se pokreću servo motorima kako bi se postigla sinhrona rotacija.
Zajedničkim stezanjem dvostrukih steznih glava može se ostvariti rezanje kratkih dijelova, a kratki dio usta može doseći 20-40 mm, dok se istovremeno podržava rezanje dužih dijelova s kratkim dijelovima.
Mašina za rezanje cijevi serije TN usvaja metodu pomicanja i izbjegavanja stezne glave, što omogućava rezanje s dvije stezne glave cijelo vrijeme, bez predugosti i nestabilnosti cijevi, kao i nedovoljne preciznosti.
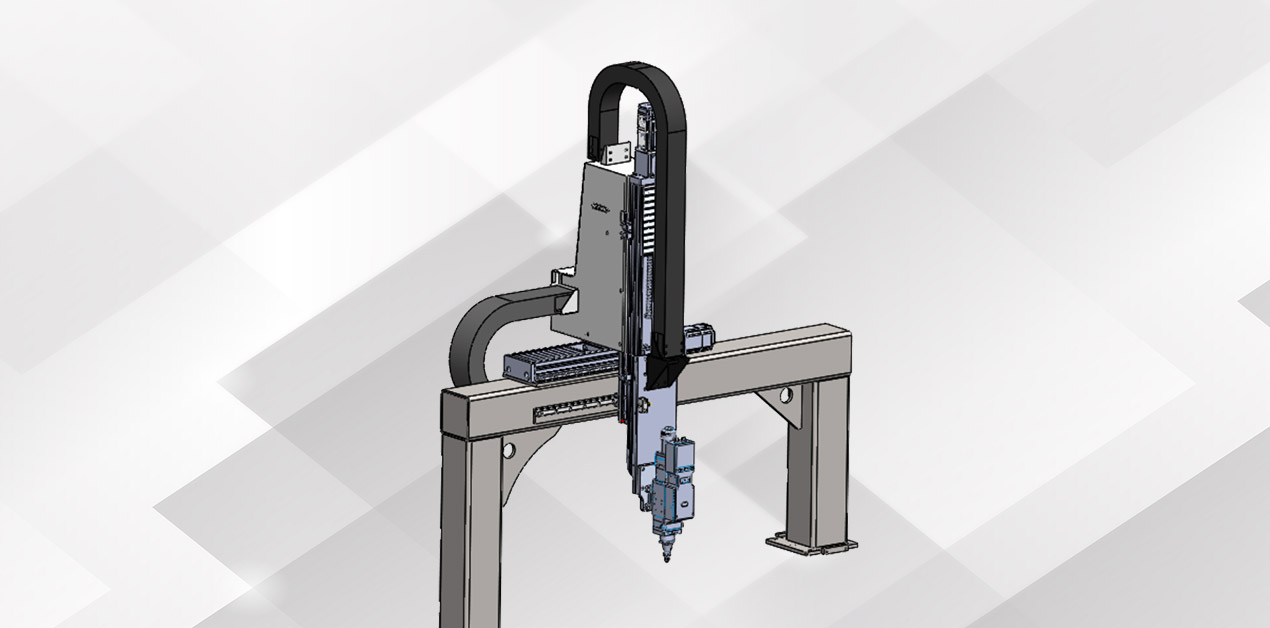
Axis-Device
Poprečna greda X-osi uređaja usvaja portalnu strukturu, koja je zavarena kombinacijom kvadratne cijevi i čelične ploče. Portalna komponenta je fiksirana na krevet, a X-osu pokreće servo motor za pokretanje letve i zupčanika kako bi se ostvarilo povratno kretanje klizne ploče u X smjeru. Tokom kretanja, granični prekidač kontroliše hod kako bi ograničio položaj i osigurao sigurnost rada sistema.
Istovremeno, X/Z osa ima vlastiti poklopac organa kako bi zaštitila unutrašnju strukturu i postigla bolju zaštitu i efekte uklanjanja prašine.
Uređaj sa Z-osom uglavnom ostvaruje kretanje laserske glave gore i dolje.
Z-osa se može koristiti kao CNC osa za izvođenje vlastitog interpolacijskog kretanja, a istovremeno se može povezati s X i Y osama, te se može prebaciti na praćenje kako bi se zadovoljile potrebe različitih situacija.
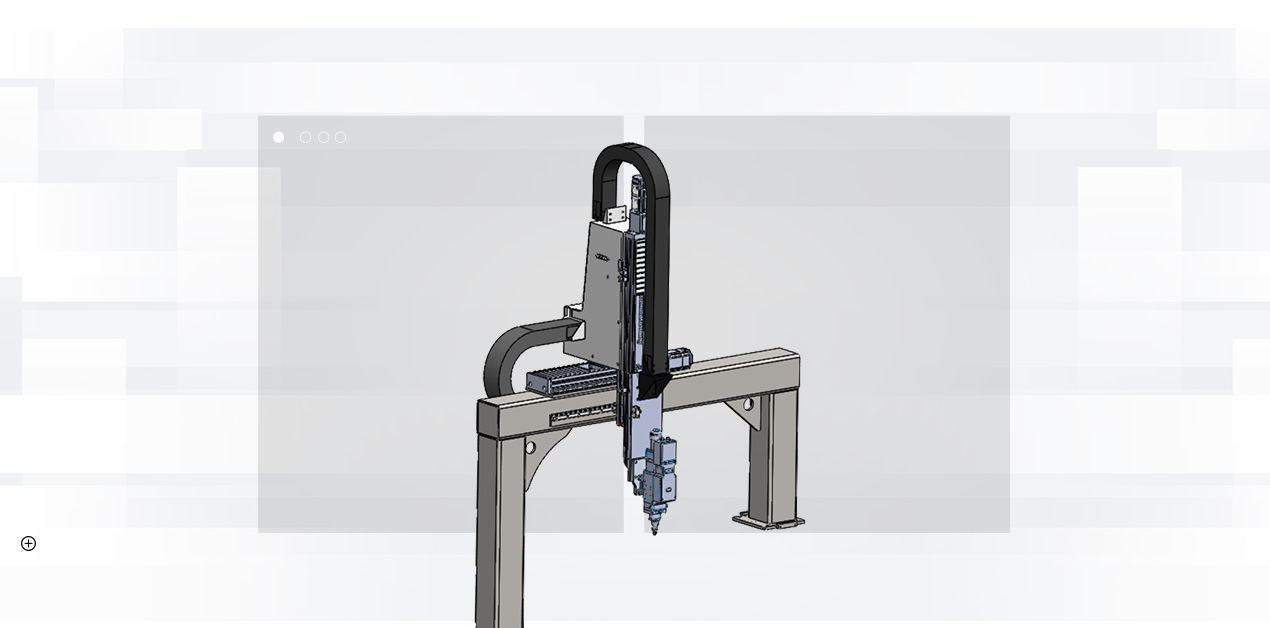
Axis-Device
Poprečna greda X-osi uređaja usvaja portalnu strukturu, koja je zavarena kombinacijom kvadratne cijevi i čelične ploče. Portalna komponenta je fiksirana na krevet, a X-osu pokreće servo motor za pokretanje letve i zupčanika kako bi se ostvarilo povratno kretanje klizne ploče u X smjeru. Tokom kretanja, granični prekidač kontroliše hod kako bi ograničio položaj i osigurao sigurnost rada sistema.
Istovremeno, X/Z osa ima vlastiti poklopac organa kako bi zaštitila unutrašnju strukturu i postigla bolju zaštitu i efekte uklanjanja prašine.
Uređaj sa Z-osom uglavnom ostvaruje kretanje laserske glave gore i dolje.
Z-osa se može koristiti kao CNC osa za izvođenje vlastitog interpolacijskog kretanja, a istovremeno se može povezati s X i Y osama, te se može prebaciti na praćenje kako bi se zadovoljile potrebe različitih situacija.
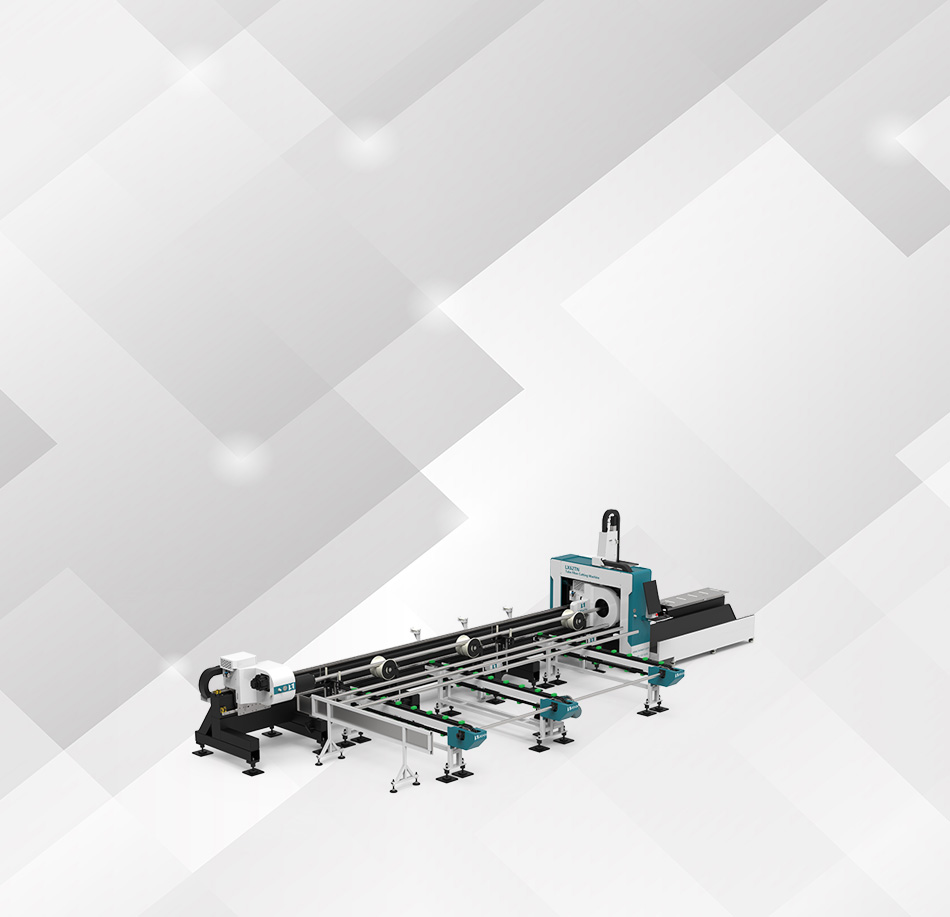
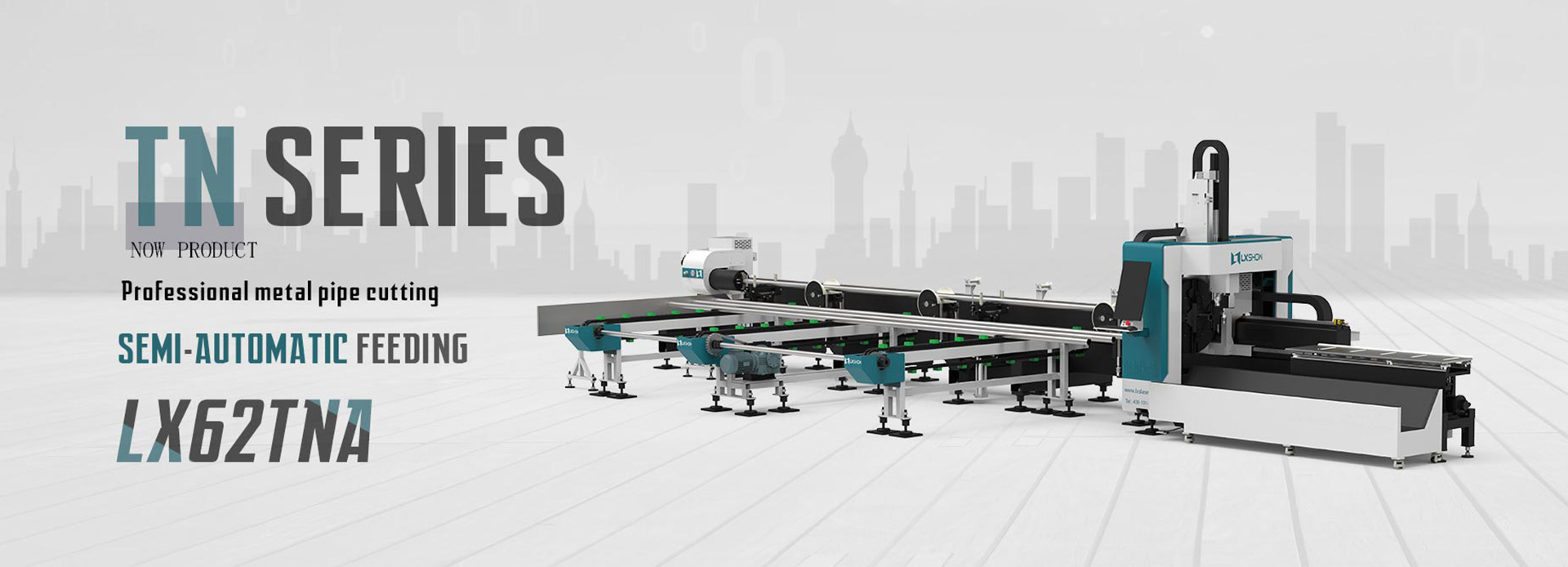
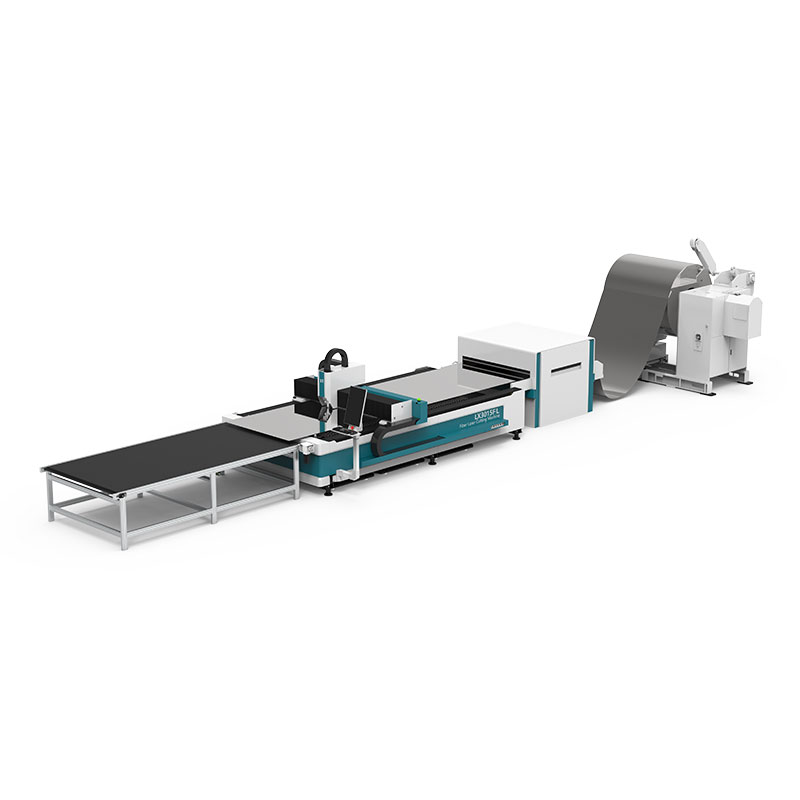
LX62TN Mašina za lasersko rezanje metalnih cijevi od vlakana za primjenu u željezu, nehrđajućem čeliku, ugljičnom čeliku
Materijali za primjenu:
Mašina za lasersko rezanje metala vlaknima pogodna je za rezanje metala kao što su cijevi od nehrđajućeg čelika, cijevi od mekog čelika, cijevi od ugljičnog čelika, cijevi od legiranog čelika, cijevi od opružnog čelika, željezne cijevi, pocinčane čelične cijevi, aluminijske cijevi, bakrene cijevi, mesingane cijevi, bronzane cijevi, titanijske cijevi, metalne cijevi itd.
Industrije primjene:
Mašine za lasersko rezanje vlaknima se široko koriste u proizvodnji bilborda, reklama, znakova, signalizacije, metalnih slova, LED slova, kuhinjskog posuđa, reklamnih slova, obrade metalnih cijevi, metalnih komponenti i dijelova, željeza, šasija, obrade polica i ormara, metalnih zanata, metalne umjetničke galanterije, rezanja panela liftova, hardvera, autodijelova, okvira za naočale, elektroničkih dijelova, natpisnih pločica itd.

-

LX9060QF Niska cijena Izvrstan kompaktni optički laser...
-

LX612TNA Novi poluautomatski punjač velike brzine ...
-

LX3015D CNC mašina za lasersko rezanje metalnih ploča vlaknima...
-

LX3015FCT Novi jednoplatformni laserski rezač vlakana...
-
3015FL CNC potpuno automatska montažna linija za montažu...
-

LX3015F Najbolji CNC laserski rezač lima...











